
5 Common Powder Blending Errors Operators Make
Powders can be a tricky material to work with. Even with the best laid plans—or formulas—there are a number of challenges capable of derailing R&D or production that start and end with how you’re mixing. From processes and equipment specs, to improper mixing techniques, the consequences of a bad blend are numerous. Wasted product, delays, and an over-reliance on manual operation can often be solved by reevaluating some key areas of your mixing process.
1. Poor Understanding of Powder Chemistry or Lack of Process Experience
Consistent, repeatable results aren’t just a product of the right equipment–they’re the result of a deep understanding of particle dimensions and characteristics. Operators with a grasp of the chemical properties of their material are capable of accounting for the variables that dictate how powders will flow, mix, and agglomerate within the blender vessel.
An example of having good process experience is knowing the difference between spray dryers and batch dryers. If your goal is to dry 20–40 tons of material or you’re trying to create a continuous process, a spray dryer would be ideal. With batch dryers, you would be looking at several different steps added to the drying process, in addition to changing how the product needs to be formulated or dried compared to what is expected from using a spray dryer.
Without knowing the right steps to take or equipment to use, your powder might just waste time being pushed around the blender, only to remain separated!
2. You’re Using the Wrong Vessel Size, Shape or Technique When Mixing
Knowing your product chemistry is a solid foundation to developing suitable processes. If you don’t apply what you know about a powder’s chemical properties to the process, then you won’t see the results you expect. You risk overworking or damaging powders if your equipment isn’t suited to the sensitivity or composition of what you’re mixing.
Achieving homogeneity will require different vessel sizes or shapes depending on the product, so it’s crucial to ensure the mixing vessel used is one that complements the shape, density, and size of each particle being mixed. Known or potential chemical reactions need to be taken into account as well as how they’re mixed which may influence (either inhibit or cause) how the powders interact within the blender.
3. Improper Fill Levels
Improper fill levels can lengthen the blending process or prevent adequate homogeneity. Operators may also cause unwanted chemical reactions to occur within the powder (or not at all) if the vessel isn’t filled to the proper level.
Effective blend uniformity can occur within a range of fill levels, which requires operators to know how fill levels are determined. The same volume of powder will sit differently depending on the mixing vessel’s shape and size, so what constitutes a proper fill level will vary. For an idea, the image below illustrates what the fill level would be in each of GEMCO’s vessel shapes, including how levels differ with the addition of an agitator bar. An agitator bar needs to come into contact with the product, meaning fill level has to be taken into account to ensure efficiency.
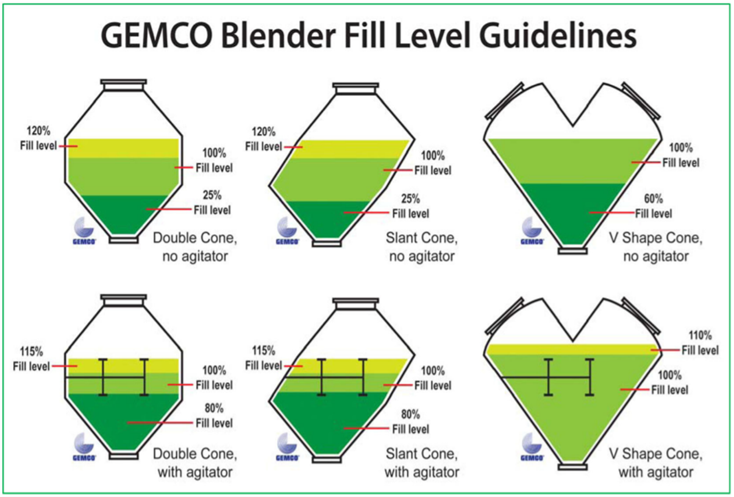
We typically recommend a working volume of about one half of the total internal volume. This level of fill is often referred to as 100% of working volume. In reality, the fill level at which effective mixing may be achieved is much broader. This is because the geometry of certain vessels continues to provide effective particle mobility and cross mixing even at different fill levels.
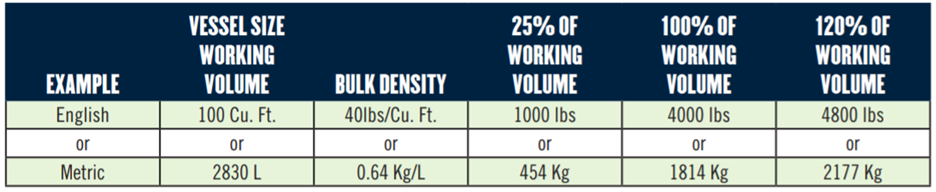
It is important to remember that fill level is a volume measurement not a measure
of weight, and that the bulk density of the final blend must be used to approximate fill level.
4. Ineffective Coating Processes or Lack of Particle Movement
On top of the “Brazil Nut Effect” (when particles sink or rise according to their size and density), operators have to contend with unwanted agglomeration and ineffective mixing when powder is allowed to clump up or settle without adequate motion. Either can lead to wasted time and overworked material. Operators coating powders or introducing additives while mixing have to account for particle motion and flow.
Example: Clumps in your powder might be caused by your coating being dispersed too heavily or not evenly enough; or because it isn’t mixing properly, creating dead zones and ratholes.
Using powder diffusion (tumble) blenders and agitator add-ons can create that movement within vessels to ensure powder stays mobile. This constant motion allows the powder to turn over, allowing all sides and other particles to be coated more evenly. To optimize the coating process, GEMCO designed its Airless Spray System to give operators the flexibility to modify how much coating is used and when, along with a more effective solvent recovery system so you use less product to coat with in more traditional setups.
5. The Mixer’s Manufacturer Supplied Incorrect Specifications
Through no fault of the operator, sometimes a machine simply doesn’t meet the specifications required by the formula or job. Some manufacturers are more interested in turning a profit than ensuring their customers can achieve an optimal blend. The better your understanding of proper mixing techniques and variables, and the properties of the ingredients being mixed, the easier it will be to know why a given unit is right or wrong for your needs.
GEMCO has always believed that guiding our customers to the right answer and helping them maintain accurate records–including documentation and specs—serves the greater purpose of ensuring their success. Whether you purchase equipment from us or not isn’t the point, but rather our goal is to support your business in achieving its goals.
Conclusion
Understanding the basics of powder blending and learning how the most common errors can occur will prepare operators in developing smooth and effective processes. Mixing is a critical step within most operations, which is why GEMCO always takes the time to explain how our equipment works and if it will work for a customer’s needs.
Companies interested in saving money and time on outdated or ineffective mixing can reach out to the mixing authority, GEMCO. We’ll help you determine where your mixing issues are arising, and what you can do to prevent them in the future.
